





Keuringen die uitgevoerd kunnen worden in ons atelier - al dan niet in samenwerking met een Nobo (notified body) zijn vrij omvangrijk. Een niet volledig overzicht van een aantal niet destructief onderzoek (NDO) of non destructive testing (NDT):
Design en eindafname:
- Design keuring: is een keuring die vooraf gaat aan de productie van onderdelen zoals apparaten en ketels: als er bv een drukvat besteld wordt, wordt dit intern berekend en ontworpen. Na dit ontwerp worden de tekeningen en berekeningen gecontroleerd door een NoBo alvorens deze in productie te steken.
- Eindafname : NoBo die het vat zal bekijken, materiaalcertificaten checken, naamplaat verifiëren, waterdrukproef bijwonen, …
Controle materiaalkwaliteit:
- PMI (Positive Material Identification) is een test die de chemische samenstelling van materiaal bepaalt. Het wordt uitgevoerd mbv een relatief klein maar duur toestel, vergelijk het met een haardroger. Na de test krijg je dus de chemische analyse van een materiaal. Behoudens klant anders specifieert, kan dat intern gebeuren. Deprest beschikt zelf niet over een toestel, maar kan wel één gebruiken via haar connecties.
- Werkt met RX stralen (geen stralingsgevaar)
- Kan GEEN C detecteren
- bepalen welke elementen er in het materiaal zitten; is vooral geschikt voor hogere legeringen zoals RVS
Controle van de lasnaden:
- VT (visueel onderzoek): dit is eigenlijk de klassieke visuele inspectie die intern gebeurt. Dit is eigenlijk gewoon een zeer grondig nazicht van de lassingen door een (meestal intern) opgeleid persoon. Dit de norm, alle dienen standaard 100% visueel gecontroleerd te worden.
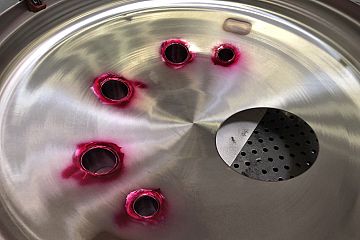
- PT (Penetrant Test, ook wel Dye Check genoemd): dit is de klassieke rood-wit test die oppervlakte scheuren aan het licht brengt. De spuitbussen met de verklikvloeistof zijn gemakkelijk verkrijgbaar op de markt. Deze test wordt vaak intern uitgevoerd, maar het kan zijn dat de klant eist dat de beoordelaar een hiervoor specifiek certificaat heeft; af en toe eist de klant dat een Nobo dit uitvoert. Deprest heeft een opgeleide IWS met level II in huis voor PT testing.
- op alle types lassen mogelijk
- voor alle materialen mogelijk
- nadeel: is oppervlakteonderzoek; indien fouten zich onder het oppervlak bevinden zal deze niet worden gevonden + duurt vrij lang; is geen open proces en fouten moeten open zijn
- RX (Röntgen onderzoek, radiografisch onderzoek of X-ray): dit zijn de zogenaamde foto’s; dit gebeurt altijd door een NoBo en is van oudsher één van de bekendste externe onderzoeken van lasnaden. Deze RX kan beoordeeld volgens verschillende aanvaardingscriteria.
- enkel voor doorlassen – BW, niet voor hoeklassen – FW
- mogelijk voor alle materialen
- nadeel: RX stralen en straaltijd kan soms lang zijn bij dikkere materialen; extern organisme moet met 2 mensen zijn
- voordeel: is ‘contactloos’ onderzoek en er is een bewijs achteraf
- MT (magnetisch onderzoek/magnetoscopic testing), soms ook MPI genoemd), dit gebeurt altijd door een NoBo, zie voorbeeld van testverslag in .pdf hieronder van een halfcoil las, gelast met TPS/i laspost
- op alle types lassen mogelijk
- enkel voor koolstofstaal
- is een oppervlakteonderzoek die tot +/- 1 mm onder het oppervlak fouten detecteert, ook al zijn ze niet open aan het oppervlak
- nadeel: niet zo handig bij kleine zaken zoals lassen op kleine diameters van buizen
- UT (ultrasoon onderzoek), dit gebeurt altijd door een NoBo
- TOFD (Time Of Flight Diffraction). Dit is een relatief nieuwe techniek, voor dikwandige stalen vaten (butt welds), ter vervanging van RX (is eigenlijk ook met 2 tasers die stralingen doorsturen en ook opnemen, maw de interpretatie kan achteraf gebeuren)
- Heliumtest: Bij deze test wordt het vat gevuld met Helium op 0.5 bar. Dan worden de lasnaden met een sensor gescand door een NoBo. Deze sensor "snuffelt" of er helium (het kleinste atoom na waterstof) door de lasnaad komt.
Overige controles:
- Hydrotest of waterdrukproef: deze wordt altijd door ons uitgevoerd, al dan niet in aanwezigheid van NoBo. Deprest kan intern tot 130 bar aftesten
- Eddy Current test: dit is eigenlijk een test om de doorslag te testen dmv vonken; dit wordt meer toegepast voor vb scheuren in een liner te testen
- Tape test: hierbij wordt gecontroleerd of het oppervlak rein is en wordt het aantal micropartikels geteld over een bepaalde oppervlakte
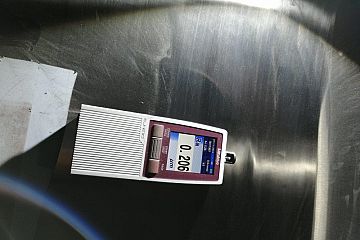
- Ruwheidswaardemeting: in de regel wordt hier de ra waarde in µm gemeten; als een klant specifieke eisen stelt aan de oppervlakteruwheid
- indien gewenst, graag een ruwheidsrapport vragen
- in principe overal toepasbaar
- er is een fysieke beperking van het toestel - bv in een kleine buis inwendig meten lukt niet
Downloads
- PDF Magnetoscopic testing halfcoil gelast met TPS/i ( 244.6Kb )