





Deprest employs a trained International Welding Specialist (IWS) with Penetrant Testing (PT) level II certification.
The inspections that can be performed in our workshop, in collaboration or not with a NoBo (notified body) are quite extensive. An incomplete overview of a certain number of Non-Destructive Tests (NDT):
Design and final inspection:
- Design inspection: This is an inspection that precedes the production of parts such as devices and boilers: e.g. if a pressure vessel is ordered, it is calculated and designed in-house. After this draft, the drawings and calculations are checked by a NoBo before entering production.
- Final inspection: The NoBo who will examine the tank, check the material certificates and the name plate will attend the hydraulic pressure test, etc.
Material quality control:
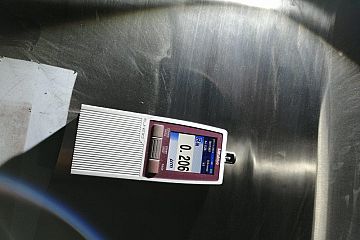
- The PMI (Positive Material Identification) is a test to determine the material's chemical composition. It is performed using a relatively small but costly device that you could compare to a hairdryer. After the test, you therefore obtain a material's chemical analysis. Unless the customer specifies otherwise, this test can be performed in-house. Deprest does not possess the required device but can use one thanks to its contacts.
Inspection of weld seams:
- VT (visual inspection): This is in fact the traditional visual inspection performed in-house. It is simply a very comprehensive inspection of the weld seams by a person trained for that purpose (generally in-house). It is the standard; they must all be 100% visually checked as standard.
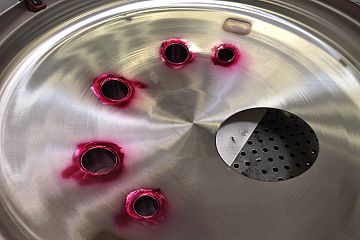
- PT (Penetrant Test, also called Dye Check): This is the traditional red and white test that highlights surface cracks. Aerosols containing the control liquid are easily available on the market. This test is often performed in-house but certain customers may prefer the inspector to have a specific certificate. From time to time, the customer requires a NoBo to take care of it.
- RX (X-ray inspection or radiographic inspection): These are the photos. They are always performed by a NoBo and they have always been the most widely known external inspection for weld seams.
- MT (magnetic inspection, often also called MPI), always performed by a NoBo.
- UT (ultrasound inspection), always performed by a NoBo.
- TOFD (Time Of Flight Diffraction). This is a relatively new technique for thick-walled steel tanks (butt welds), in replacement of the RX test (also with 2 lasers which send and receive rays; in other words, the interpretation can be performed afterwards).
Other inspections:
- Hydro test or hydro pressure test: It is always performed by us in the presence of a NoBo or not. Deprest can test up to 130 bars in-house.
- Eddy current test: This is in fact a test for testing penetration using sparks. It is used more, for example, for testing cracks in a liner.
- Tape test
Downloads
- PDF Magnetoscopic testing ( 244.6Kb )